Реклама на retail.ru
'/%3e%3cg%20filter='url(%23filter0_f_10341_112044)'%3e%3ccircle%20cx='55.5'%20cy='25.5'%20r='2.5'%20fill='url(%23paint1_radial_10341_112044)'/%3e%3c/g%3e%3cdefs%3e%3cfilter%20id='filter0_f_10341_112044'%20x='52'%20y='22'%20width='7'%20height='7'%20filterUnits='userSpaceOnUse'%20color-interpolation-filters='sRGB'%3e%3cfeFlood%20flood-opacity='0'%20result='BackgroundImageFix'/%3e%3cfeBlend%20mode='normal'%20in='SourceGraphic'%20in2='BackgroundImageFix'%20result='shape'/%3e%3cfeGaussianBlur%20stdDeviation='0.5'%20result='effect1_foregroundBlur_10341_112044'/%3e%3c/filter%3e%3clinearGradient%20id='paint0_linear_10341_112044'%20x1='57.0492'%20y1='31.4754'%20x2='31'%20y2='2.5'%20gradientUnits='userSpaceOnUse'%3e%3cstop%20stop-color='%23461EF8'/%3e%3cstop%20offset='1'%20stop-color='%23E4E4FD'/%3e%3c/linearGradient%3e%3cradialGradient%20id='paint1_radial_10341_112044'%20cx='0'%20cy='0'%20r='1'%20gradientUnits='userSpaceOnUse'%20gradientTransform='translate(55.5%2025.5)%20rotate(90)%20scale(2.5)'%3e%3cstop%20stop-color='white'/%3e%3cstop%20offset='1'%20stop-color='%23C4B8FA'/%3e%3c/radialGradient%3e%3c/defs%3e%3c/svg%3e)
Подпишитесь
на новости ритейла
Получайте новости
индустрии ритейла первым!
Поделиться
Оценка эффективности оборудования. Как получить дополнительные данные?

Автор статьи: Мария Олонцева, product-manager отраслевого решения "MES4FOOD", компании "Константа"
ТРИ ВОПРОСА, НА КОТОРЫЕ ОЦЕНКА ЭФФЕКТИВНОСТИ ОБОРУДОВАНИЯ ДАСТ ОТВЕТЫ
- Имеются ли скрытые резервы работы у текущего оборудования, которые позволят отложить покупку дополнительного?
- Что именно ограничивает производительность существующего оборудования, и как это может повлиять на новую единицу, которую планируется приобрести?
- Насколько эффективно новое оборудование встроено в производственный процесс? Не ограничивает ли что-то его производительность?
Получать данные об эффективности оборудования можно из разных источников, дополняя их информацией, имеющейся в MES-системе. Тем не менее, только на основании данных производственного количественного учета четкую картину получить тяжело. Мы получим сведения о примерном времени работы установки, количестве выпуска, в т.ч. брака, но данные будут достаточно дискретны, их хочется улучшить.
ТРИ СПОСОБА ПОЛУЧЕНИЯ ДАННЫХ О РАБОТЕ ОБОРУДОВАНИЯ
1. Интеграция с самим оборудованием/SCADA-системой;
Об этом мы уже писали в недавней статье. Это далеко не всегда выполнимая задача: сложности в выгрузке данных, их недостаточная полнота и огромное разнообразие оборудования, приводит к тому, что получаются очень сложные решения по обработке этой информации.
2. Инструменты видеоаналитики
Дополнительные данные можно получить с помощью сервисов видео-аналитики, об этом совсем недавно говорили наши партнеры из CVC на нашем совместном вебинаре. Поэтому в рамках данной статьи мы не будем подробно рассматривать этот вариант.
3. На основании данных верификации компьютерным зрением.
В позапрошлом году на переработчиков молока легла задача обязательной маркировки продукции DataMatrix кодами и связанные с ней инвестиционные траты. Выполняя проекты интеграции с системой маркировки «Честный знак», мы увидели возможность для наших клиентов получить дополнительную пользу от инвестиций в маркировку – использовать данные, собираемые при верификации на линиях, для оценки эффективности этих линий. Именно на этом решения в рамках отраслевой программы MES4FOOD мы бы хотели остановиться в сегодняшней статье.
СУТЬ РЕШЕНИЯ
Многие крупные и средние предприятия организуют верификацию, устанавливая на каждую фасовочную линию камеру технического зрения или иное устройство, верифицирующее продукцию в потоке. При таком способе верифицирующее устройство автоматически фиксирует время верификации каждого кода, и это время может быть использовано для анализа эффективности производственного оборудования по системе OEE (Overall Equipment Effectiveness или общая эффективность оборудования).
Согласно системе OEE, эффективность оценивается по шкале от 0 до 1 (или от 0 до 100, в процентах) и включает в себя оценку по трем критериям, каждый из которых также оценивается по шкале от 0 до 1.
- Доступность
- Производительность
- Качество
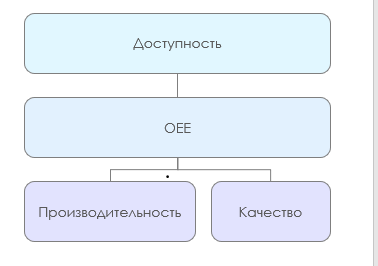
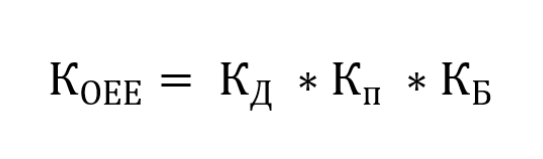
Итоговая оценка получается произведением оценок по каждому из критериев:
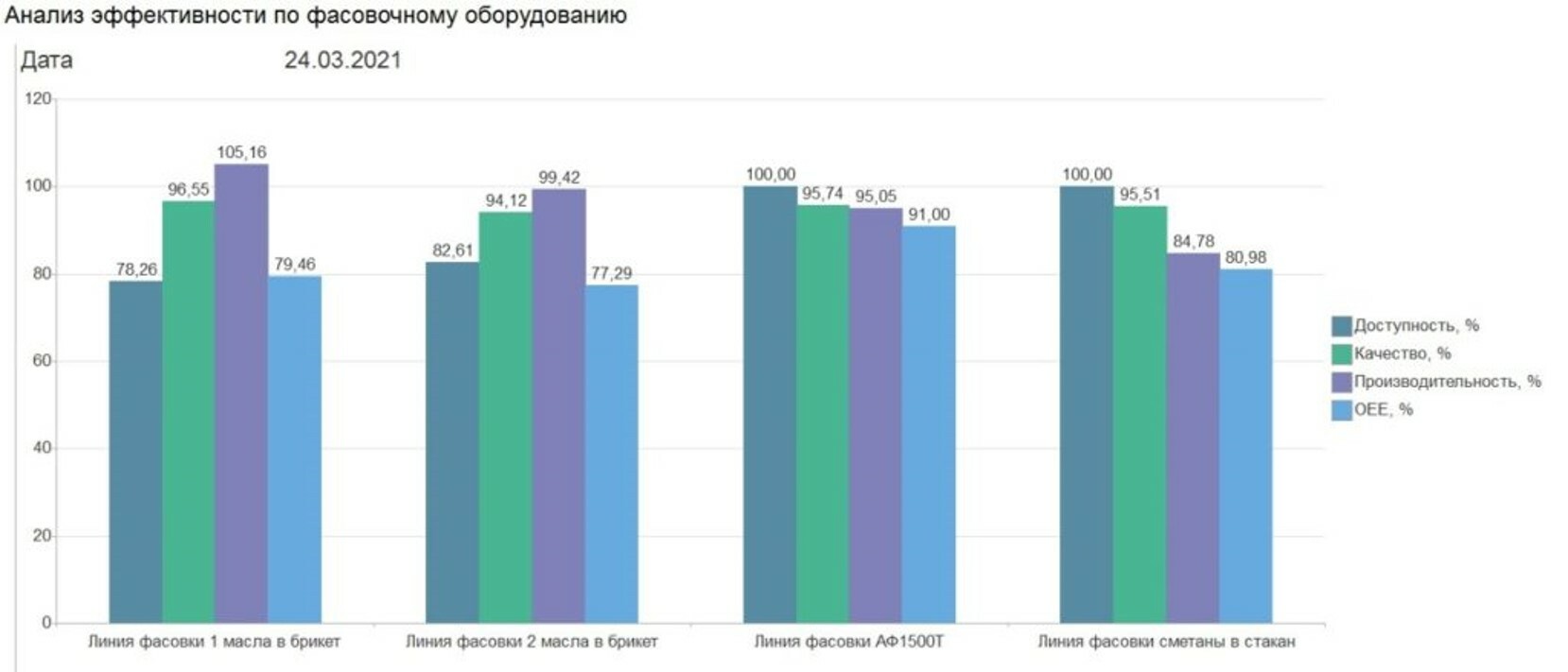
Измерения могут быть представлены в виде графика:
Далее остановимся на том, как можно измерить каждый из этих показателей.
РАСЧЕТ КРИТЕРИЕВ ЭФФЕКТИВНОСТИ
- Доступность
Этот критерий включает в себя потери, связанные с внеплановыми остановками: ремонты оборудования, недостаток сырья, отсутствие операторов и т.п. Рассчитывается по формуле:
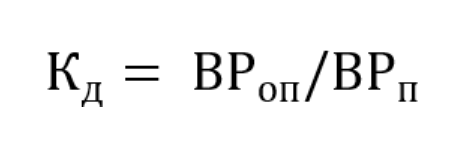
ВР_п– плановое время работы за вычетом постоянных плановых остановок.
ВР_оп - операционное время работы. На практике его часто путают с фактическим, в итоге критерий доступности коррелирует с критерием производительности, чего быть не должно. Это именно плановое время работы за вычетом фактических простоев.
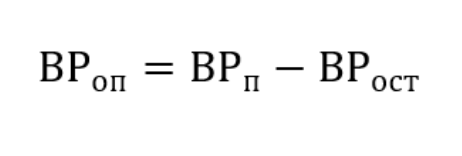
ВР_ост – время фактических внеплановых простоев.
Как измерить:
Плановым временем работы можно считать время работы смены за вычетом обеда, ежесменной мойки и плановых ремонтов. Все эти перерывы можно включить в простои, но тогда коэффициент никогда не будет равен 1 и будет менее информативен.
Для учета времени простоев нужно получить информацию по фактическому времени работы. Именно эту задачу помогают решить верификаторы, с помощью которых проверяются коды для «Честного знака». Поскольку верификатор записывает время чтения каждого кода, становится известно время начала выпуска и время окончания выпуска (рабочий отрезок) по каждой партии. В результате в учетной системе может быть построена такая таблица:
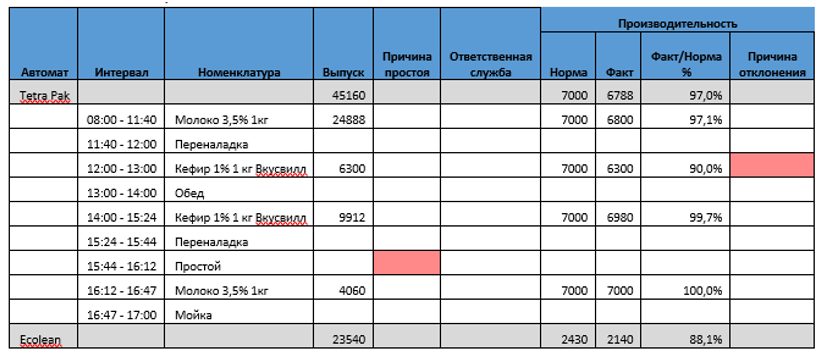
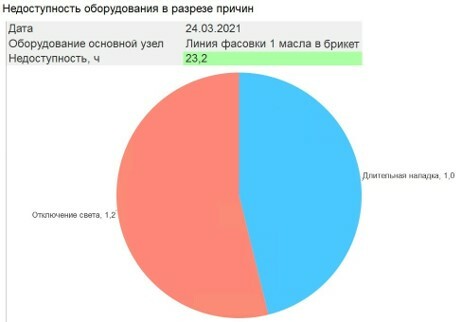
Как видно, в таблице есть простои – время между рабочими отрезками, в которое производства не было. В конце смены оператор или мастер фиксирует в таблице причину каждого простоя. В итоге в системе сохраняется значение коэффициента доступности и расшифровка его значения по причинам простоев, мы можем представить это в виде графика:
Рекомендация:
Переналадки включаются в простои, поскольку могут быть оптимизированы.
На тех предприятиях, где управление ремонтами не автоматизировано и сложно отделить плановые ремонты от внеплановых, я рекомендую показывать время плановых ремонтов в простоях – так информация будет прозрачнее, и появляется дополнительная точка внимания на ремонты.
Время, когда производства не было по причине отсутствия задания я тоже рекомендую показывать в простоях – это позволит показать резервы предприятия при принятии решения о покупке дополнительного оборудования.
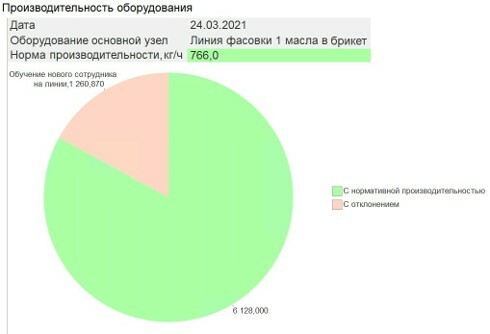
- Производительность
Этот критерий учитывает потери в скорости работы, связанные с неэффективностью настройки оборудования или работы операторов. Рассчитывается следующим образом:
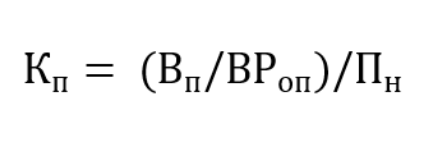
В_п – полный выпуск за операционное время работы, включая брак и образцы, отбираемые для испытаний. Если учитывать только выпуск качественной продукции (чистый выпуск), этот критерий будет коррелировать с критерием брака, что усложняет анализ.
ВР_оп - операционное время работы (плановое время работы за вычетом фактических простоев)
П_н – нормативная производительность. Должна быть пересчитана в те единицы, в которых измеряются ВП и ВРОП. Если выпуск измеряется в килограммах, а операционное время в часах, нормативная производительность должна измеряться в кг/час.
Как измерить:
Данные об операционном выпуске мы считаем по данным верификаторов, а количество по данным в учете в MES-системе. С помощью графика мы можем проанализировать, какое время оборудование работало с нормативной производительности, а где с отклонениями с указанием причин отклонений:
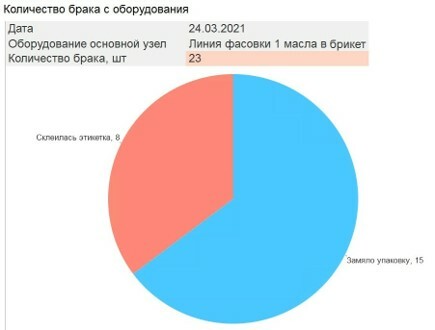
- Брак
Этот критерий учитывает время, потраченное на производство бракованной продукции. Он показывает долю качественной продукции на линии и часто имеет расшифровку по причинам брака. Рассчитывается следующим образом:
В_п – полный выпуск за операционное время работы, включая брак и образцы, отбираемые для испытаний.
В_ч – чистый выпуск, за вычетом брака и образцов, отбираемых для испытаний.
Как измерить:
Верификатор, как правило, дает нам одну из двух цифр в зависимости от его положения на линии. Вторая цифра может быть получена несколькими способами:
- Установкой дополнительного датчика на линии, обычно оптического. Датчик может быть размещен в любом месте и даст недостающую цифру.
- Получением информации непосредственно с фасовочного оборудования. Это позволит посчитать полный выпуск.
- Ручным учетом количества отбракованной продукции и отобранных проб.
В момент учета выпуска оператор линии или мастер указывают в учетной системе причины и количество расхождения между полным и чистым выпуском. В итоге в системе сохраняется значение коэффициента качества и расшифровка его значения по причинам простоев:
РЕЗЮМИРУЕМ
Мы рассмотрели примеры того, как можно оценить эффективность работы оборудования, с помощью данных, имеющихся в MES-системе и данных, которые позволяет получить инструменты автоматической верификации DataMatrix кодов.
С помощью такого инструмента мы можем получить:
1. Инструмент для анализа производительности и эффективности оборудования;
2. Инструмент для принятия решений о модернизации оборудования и анализа проведенной модернизации.
Посмотреть кейсы автоматизации производителей продуктов питания
Интервью

Про собственное производство, готовую еду, b2b-направление, диджитализацию и стратегию развития.
Новость от компании: